High Capacity Humidity Chamber
Stability Chambers also known as Humidity chambers are a type of environmental test chamber that are used to measure the effects of particular circumstances (Temperature & Humidity) on everything ranging from Pharmaceutical Drug substances, Formulations, Active Pharmaceutical Ingredients, biological materials, Chemicals, food and beverages, Cosmetics, Industrial materials, and even electrical components.
The purpose of stability testing is to provide evidence on how the quality of a drug substance or drug product varies with time under the influence of a variety of environmental factors, such as temperature & humidity, establishes a retest period for the drug substance or a shelf life for the drug & establish product storage requirements and expiration dating.
In short, “Stability” is the ability of a pharmaceutical product to retain its chemical, physical, microbiological and biopharmaceutical properties within specified limits throughout its shelf-life.
Stability testing is of paramount and inseparable part when it comes to assessing the Assurance of Quality (QA)& Controlling the Quality (QC) of pharmaceutical Drug substance, formulations and products.
Testing stability of New Drugs, Formulations & Pharmaceutical Substances is one of the most important prerequisites in the licencing process those are defined by various Regulatory Authorities of the world like ICH (Guideline Q1AR2), US FDA (21 CFR Part 11), PICS, MHRA, Health Canada, TGA, WHO, ANVISA, ISPE & so on
These Regulatory Authorities defines and harmonize the various stability Test conditions that are to be performed in order to provide authentic & verified evidence of the stability of the formulations.
Data from these Stability studies enable recommendation & establishment of storage conditions, retest intervals and shelf lives: projected shelf life & expiration and most importantly for New Product Development
The shelf life of a product is commonly estimated using types of stability testing: Real-time, Intermediate, Long Term & Accelerated.
In real–time stability testing, a product is stored at recommended storage conditions and monitored until it fails the specification.
In accelerated stability tests, a product is stored at elevated stress conditions of high temperature & humidity.
ALLYONE mastered & perfected the art & science of manufacturing Stability (Humidity) Chambers: an ability to maintain a stable temperature, and thus, maintain a stable value of relative humidity. We have a wide range of chambers for you to choose from as per your requirement: Standard & Customized.
Our Stability (Humidity) Chambers have a reputation to quickly achieve & maintain the defined setpoint to simulate the condition perfectly & flawlessly with extraordinary control on both Temperature & Humidity along with outstanding uniformity.
Our Stability (Humidity) Chambers are conceptualized, meticulously designed and are built by artisans & professionals which meets and encompasses all the statutory regulatory requirements laid by world’s leading Regulatory Authorities & can be used to perform Stability Studies defined by ICH Guideline Q1AR2 for Real, Intermediate, Long Term & Accelerated types.
We have gained mastery in designing Specially designed chambers for “Low Temperature-Low Humidity” & “High Temperature-Low Humidity” operating conditions as well.
ALLYONE Stability Chambers comes with a dynamic, User Friendly, Future ready, most advanced proprietary software “ALLYSOFT INTE GRO 2.0” compatible with US FDA 21 CFR Part 11 norms offering complete control & freedom in the hands of user so that the user can focus on the more important tasks on his/her hands!
“ALLYSOFT INTE GRO 2.0” software precisely orchestrates all the utilities of the machine to achieve the Set Point at the quickest and maintains the condition even in the most demanding conditions without compromising on performance. The software records the test data accurately at all times without missing a single bit of data.
Extra emphasis has been given on to the safety of users and equipment by providing multiple “Safety Features” in form of Audio Visual Alarms ensuring trouble free performance & extended life of machine.
ALLYONE Stability (Humidity) Chambers comes with the complete statutory Qualification & Validation Documentation part as laid down by cGMP Norms & ISPE recommendations which is of paramount importance in Pharmaceutical & Allied Industries: Design Qualification (DQ), Installation Qualification (IQ), Operational Qualification (OQ) & Performance Qualification (PQ) of the equipment, as well as Operational Qualification (OQ) & Performance Qualification (PQ) for the software “ALLYSOFT INTE GRO 2.0”
These chambers are unique offering by Allyone are offered for a niche requirement from a client, wherein the users require a bigger chamber than a stand alone chamber, but the requirement is not as big as to opt for a Walk In Chamber. Also, if there’s a space constraint these chambers are a perfect fit for such a requirement. This is a Golden Mean between the two!
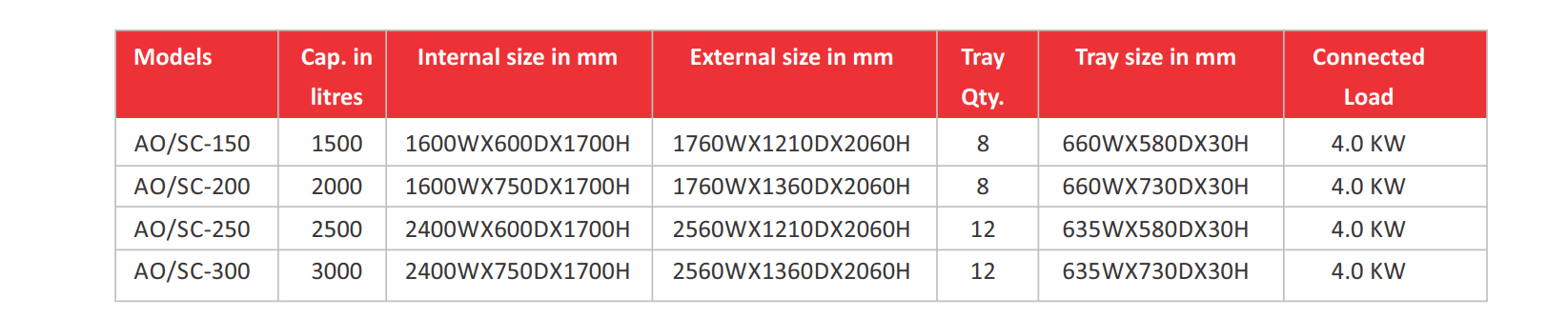
The capacities we offer for our High Capacity Stand Alone Chambers are from 1500 Ltrs (which is bigger than the max capacity of 1000 Ltrs that we offer for a Stand Alone Chamber) to 3000 Ltrs (which lesser than the min capacity of 4000 Ltrs that we offer for a walk in chamber)
Some of the features are similar as of Stand Alone Type of chambers, such as it have heavy duty insulated doors : two or more-depending on the capacity, with imported hinges & locks for easy operation & inner glass door with latch to observe samples without disturbing the set condition, also the control panel with display is fixed at the top of chamber & can be easily visible & accessed.